
If you are looking for 316 stainless steel foil, coil or tube in China, here is the correct answer. Myriad has been manufacturing excellent quality 316 stainless steel products for more than 25 years.
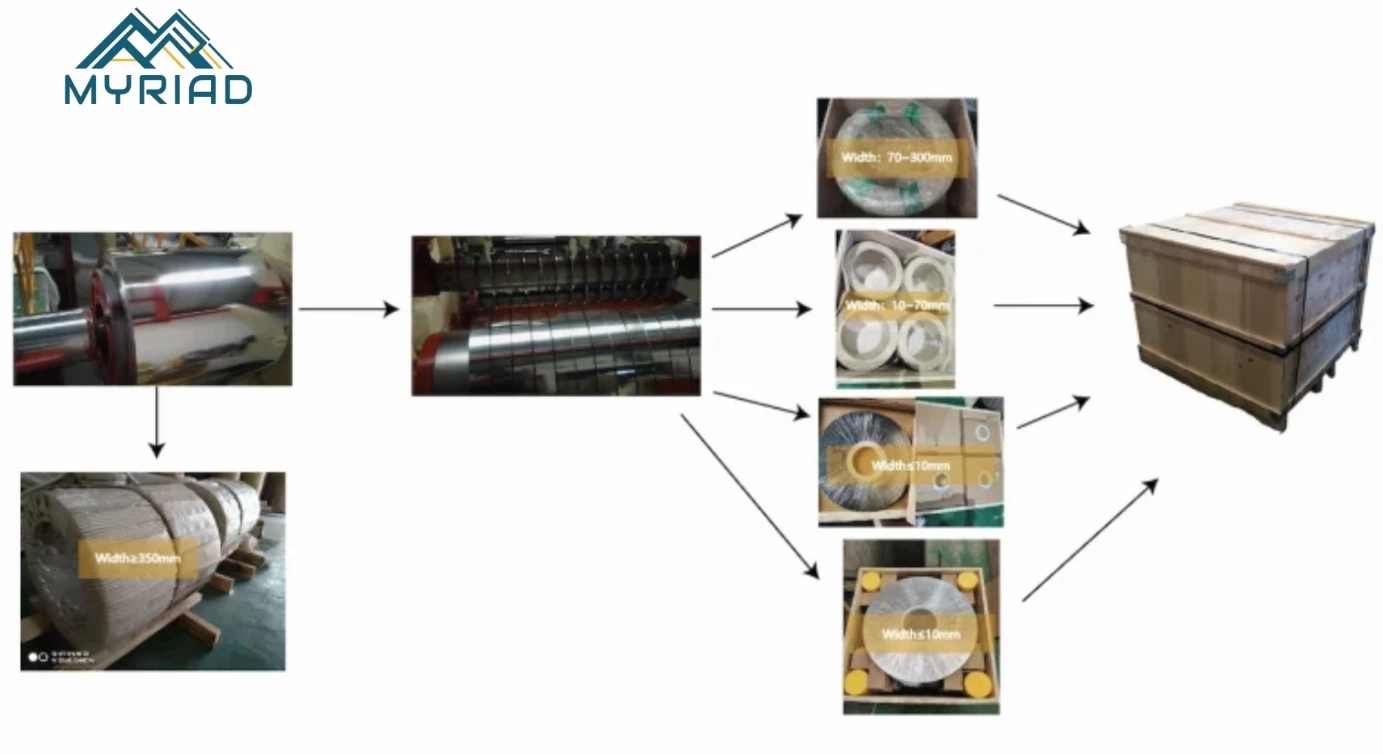
We have a professional stainless steel raw material supplier who can help us build high-tech production lines and provide customized services. You can customize the 316 ss with a thickness of 0.01~0.3mm. Of course, you also have the more high-quality options. Our products and the Cost-effective products enhance your product market competitiveness.

316 stainless steel is an improved austenitic stainless steel developed by adding 2–3% molybdenum (Mo) to 304 stainless steel (18Cr-8Ni). While 304 stainless steel can be considered a “general-purpose grade,” 316 stainless steel is a “corrosion-resistant enhanced grade.” The addition of Mo gives 316 stainless steel significantly superior resistance to pitting and crevice corrosion in chloride-containing environments (such as seawater, salt spray, and saline chemical media) compared to 304 stainless steel; this is the core value of 316 stainless steel.
To accurately understand the positioning of 316 stainless steel, we must first look back at its “parent”—304 stainless steel.
304 stainless steel (18Cr-8Ni) is one of the most successful achievements in the industrial development of stainless steel in the early 20th century. It achieves “rust resistance” by forming a passivation film with approximately 18% chromium, and it achieves excellent toughness and workability by stabilizing the austenitic structure with approximately 8% nickel. The combination of these two elements makes 304 stainless steel a “universal” grade that balances corrosion resistance, mechanical properties, workability, and cost-effectiveness. To this day, it still accounts for over 50% of global stainless steel consumption. However, 304 stainless steel has one clear weakness: insufficient corrosion resistance in environments containing chloride ions (Cl⁻).
Chloride ions are the most dangerous “natural enemy” of the stainless steel passivation film. With a small radius and strong penetrating power, Cl⁻ can locally damage the Cr₂O₃ passivation film at its weak points (such as MnS inclusions, grain boundaries, and surface defects), triggering pitting corrosion and crevice corrosion. These two forms of corrosion are highly insidious—the material’s surface may appear intact, but deep corrosion pits or crevice corrosion have already formed locally within the substrate, often leading to perforation, leakage, or even structural failure without warning.
The Pitting Resistance Equivalent Number (PREN) for 304 stainless steel is calculated as: PREN = %Cr + 3.3 × %Mo + 16 × %N. Since 304 stainless steel contains no molybdenum (Mo), its PREN is typically only 18–20. In seawater (Cl⁻ concentration approximately 19,000 ppm), saline chemical media, coastal atmospheric environments, and even swimming pool water (Cl⁻ concentration approximately 1–3 ppm, though temperature and pH fluctuations exacerbate corrosion), the passivation film of 304 stainless steel is not stable enough to provide reliable long-term protection.
316 stainless steel was developed specifically to address this core shortcoming of 304 stainless steel.
316 stainless steel incorporates 2–3% molybdenum (Mo) into the 304 stainless steel base, which is the most fundamental defining characteristic of 316 stainless steel. Understanding the mechanism by which Mo functions in 316 stainless steel is key to understanding the very reason for its existence.
The enhancement of Mo’s resistance to pitting corrosion is the result of a multi-level, multi-mechanism synergy:
First, Mo participates in the formation of the passivation film. In Cl⁻-containing environments, Mo accumulates in the passivation film in the form of MoO₄²⁻ (molybdate), forming a Cr-Mo composite oxide passivation film. This composite film is denser and more stable than a pure Cr₂O₃ film, offering greater resistance to Cl⁻ penetration. To illustrate: Cr₂O₃ can be likened to a “brick wall,” while the addition of Mo acts like “cement” filling the gaps between the bricks, significantly enhancing the integrity of the entire wall.
Second, Mo inhibits the initiation and propagation of pitting corrosion. Inside a pitting pit, the local environment becomes acidic (pH can drop to 1–2), and the Cl⁻ concentration rises sharply, creating a self-catalytic environment that accelerates corrosion (the closed-cell effect). In this acidic, high-chloride environment, Mo forms insoluble molybdenum oxide/molybdate deposits that coat the walls of the pitting pit, preventing further corrosion penetration. This acts as a “self-healing” mechanism.
Third, Mo enhances the passivation film’s ability to re-passivate. Even if the passivation film is breached by Cl⁻ at a specific point, the presence of Mo allows the passivation film to reform more rapidly at that location, thereby “stifling” the initiation of pitting corrosion in its early stages.
The contribution of molybdenum (Mo) to pitting resistance is clearly quantified in the PREN formula: PREN = %Cr + 3.3 × %Mo + 16 × %N. The coefficient for Mo is 3.3, meaning that for every 1% increase in Mo, the PREN value increases by 3.3, an effect equivalent to adding 3.3% Cr. 316 stainless steel contains 2–3% Mo, raising its PREN value from 18–20 in 304 stainless steel to 23–28, an increase of approximately 25–40%. This improvement is significant in engineering practice—for every 1-unit increase in PREN, the material’s tolerance for Cl⁻ concentration and temperature conditions expands significantly.
It is generally accepted that materials with a PREN ≥ 25 can reliably serve in low-concentration Cl⁻ environments at room temperature, while those with a PREN ≥ 32 can be used in warm seawater environments (which is why more severe marine environments require further upgrading to duplex stainless steel or super austenitic stainless steel). The PREN range of 316 stainless steel (23–28) makes it the standard choice for “mild to moderate Cl⁻ environments.”
To fully understand the positioning of 316 stainless steel, it must be viewed within the context of the “corrosion resistance hierarchy” of the entire austenitic stainless steel family:
| Grade Level | Representative Grade | PREN Range | Mo Content | Typical Applications |
| Basic Grade | 304 (1.4301) | 18–20 | no | fresh water, air, or weak acids or alkalis |
| Enhanced Grade | 316 (1.4401) | 23–28 | 2–3% | Low to medium Cl⁻ concentrations, mild chemical media |
| High-Grade | 317L (1.4438) | 28–33 | 3–4% | Medium-to-high Cl⁻ concentrations, relatively severe chemical environments |
| Super | 904L (1.4539) | 34–36 | 4–5% | High-concentration Cl⁻, high-temperature acidic environments |
| Superaustenitic | 254 SMO (1.4547) | 42–44 | 6–7% | Seawater, high-temperature, high-concentration Cl⁻ environments, highly corrosive chemical processing |
This progression clearly shows that 316 stainless steel occupies a **key position in the transition from general-purpose grades to specialized corrosion-resistant grades**. It offers significantly better corrosion resistance than 304 stainless steel, yet the increase in cost is manageable (primarily due to the addition of 2–3% molybdenum and a slightly higher nickel content, typically making it 30–50% more expensive than 304 stainless steel); It is much less expensive than 317L stainless steel and higher grades, yet its corrosion resistance is sufficient to meet the requirements of a vast range of engineering applications.
This positioning at the “performance-cost balance point” is the fundamental reason why 316 stainless steel has become the world’s second-largest stainless steel grade—it covers the broad middle ground where “304 stainless steel is insufficient, but 317L stainless steel or higher grades are not required.”
The chemical composition of 316 stainless steel is not merely a simple sum of its individual elements, but rather a synergistic design system that has been repeatedly validated through decades of metallurgical practice. Each element plays a specific functional role while also engaging in complex interactions with the others. Understanding the essence of 316’s composition means understanding the responsibilities, boundaries, and interdependent relationships of each “role” within this system.
Based on the standard composition of ASTM Type 316 (UNS S31600):
| Element | Content Range | Function |
| Fe | Balance (approx. 62–69%) | Matrix element |
| Cr | 16.0–18.0% | Corrosion Resistance Core—The Creator of the Passivation Layer |
| Ni | 10.0–14.0% | Microstructural Core—The Guardian of Austenite |
| Mo | 2.0–3.0% | Functional Core—The Enhancer of Pitting Resistance |
| C | ≤0.08% | Double-Edged Sword—Strengthener and Sensitizer |
| Mn | ≤2.0% | Supporting Role—Ensuring Deoxidation and Hot Working |
| Si | ≤0.75% | Supporting Role—Deoxidation and Oxidation Resistance |
| N | ≤0.10% | Hidden Benefits—Additional Contributions to Strength and Corrosion Resistance |
| P | ≤0.045% | Harmful Impurities—Strict Control |
| S | ≤0.030% | Harmful Impurities — Strictly Controlled |
Iron (Fe) accounts for approximately 62–69% of the composition of 316 stainless steel (determined by the total content of the remaining alloying elements) and is by far the predominant element. Iron provides the basic crystal lattice framework for 316 stainless steel—either body-centered cubic (BCC) ferrite or face-centered cubic (FCC) austenite, depending on the balance of alloying elements. 316 stainless steel is essentially still an iron-based alloy. The iron matrix determines the material’s fundamental physical properties—such as density (approximately 7.98 g/cm³), elastic modulus (approximately 193 GPa), and coefficient of thermal expansion (approximately 16×10⁻⁶/°C)—which are primarily dictated by the crystal lattice characteristics of iron, with the influence of alloying elements being secondary.
10.5% is the minimum threshold for forming a continuous passivation film, so why does 316 stainless steel require 16–18%?
The rationale for the 16% lower limit: Although a passivation film can form at 10.5%, its stability in harsh environments is limited. For every 1% increase in chromium content, both the density of the passivation film and its self-healing rate improve significantly. Under the design temperature and medium conditions for 316 stainless steel (neutral to weakly acidic aqueous solutions containing Cl⁻, with temperatures up to approximately 80°C), 16% is the engineering lower limit for ensuring the reliability of the passivation film. Below 16%, although some corrosion resistance remains due to the synergistic effect of molybdenum, the safety margin is insufficient.
The rationale for the 18% upper limit: Chromium is a strong ferrite-stabilizing element. In iron-based alloys, the higher the Cr content, the lower the thermodynamic stability of austenite, making it easier for ferrite (BCC structure) to form or for σ-phase (a Cr-rich intermetallic compound that is extremely brittle) to precipitate at high temperatures. The design objective of 316 steel is to maintain a fully austenitic microstructure; therefore, the Cr content must be limited to a range that does not excessively promote ferrite formation. 18% is a reasonable upper limit given the existing Ni content (10–14%)—if Cr exceeds 18%, more Ni would be required to counteract Cr’s ferritizing tendency, which would significantly increase costs.
At room temperature, pure iron has a body-centered cubic (BCC) structure, known as ferrite (α-Fe). Chromium, as a ferrite-stabilizing element, further strengthens the BCC structure. If only Cr is present without Ni, steel containing 16–18% Cr would be ferritic stainless steel at room temperature (such as 430 stainless steel). Although corrosion-resistant, it has poor toughness and formability and cannot be effectively strengthened through cold working.
The nickel content range in 316 stainless steel is the widest among all major elements—spanning a full 4 percentage points (10.0–14.0%). This wide range is justified both by metallurgical principles and practical considerations in industrial production:
The metallurgical lower limit—10%: At the Cr (16–18%) and Mo (2–3%) levels typical of 316 stainless steel, the Ni content must be at least approximately 10% to ensure a fully austenitic microstructure at room temperature. Below 10%, δ-ferrite may exist as a residual phase within the austenitic matrix, affecting the material’s homogeneity and isotropy. 10% is the “safety threshold” based on the Schaeffler diagram.
Metallurgical Considerations—Why 14% Is Permitted: The higher the Ni content, the more stable the austenite. The 14% upper limit allows room for optimizing these properties.
Carbon is the most effective solid-solution strengthening element in austenitic stainless steel, with a strengthening efficiency far exceeding that of alternative elements such as Cr, Ni, and Mo. For every 0.01% increase in carbon content, the yield strength of 316 increases by approximately 6–8 MPa, and the tensile strength increases by approximately 8–12 MPa. Increasing the carbon content from 0.03% to 0.08% can increase the yield strength by approximately 30–40 MPa—this is precisely the source of the strength difference between 316 (C ≤ 0.08%) and 316L (C ≤ 0.03%).
The 0.08% carbon limit was established in the mid-20th century, reflecting the economic constraints of smelting technology at that time. Before the maturation of electric arc furnace (EAF) + AOD (argon-oxygen decarburization) refining technology, the cost of controlling carbon below 0.03% was significantly higher than that of maintaining it at 0.08%. Under the technical conditions of the time, 0.08% represented a balance between strength requirements (the strengthening effect of carbon) and corrosion resistance requirements (avoiding excessive sensitization).
With advances in modern smelting technology, the additional cost of controlling carbon below 0.03% has been significantly reduced. This is why 316L has gradually eroded 316’s market share over the past 30 years—many applications that originally specified 316 now default to 316L or “dual-grade” 316/316L (C ≤ 0.03%, but with yield strength still meeting the 316 requirement of ≥205 MPa).

The most significant difference between the two is that 316 stainless steel contains 2% to 3% molybdenum (Mo), whereas 304 stainless steel contains virtually no molybdenum. All other differences between these two grades stem directly or indirectly from this variation in composition. Molybdenum alters the alloy’s corrosion resistance, particularly in chloride-containing environments.
Difference Between AISI 316 and AISI 316L
If there are significant concentrations of Cl⁻ in the environment → select 316 stainless steel. In 90% of cases, this is the decisive factor. The follow-up questions are: “Will the material come into contact with salt, seawater, chlorinated water, hydrochloric acid, ferric chloride, or any process fluids containing chlorides? Will it be used within 5 kilometers of the coast?” If the answer to any of these questions is “yes,” then 316 stainless steel is the appropriate choice.
If there is no Cl⁻ and no regulatory requirements → 304 stainless steel. In chloride-free environments, the corrosion resistance of 316 stainless steel improves only marginally, and its 30–50% cost premium cannot be justified. Engineers’ budgets are better spent on other aspects of the design.
If the application involves medical devices, pharmaceutical equipment, or specific regulatory standards → please consult the applicable standards. Many medical and pharmaceutical standards explicitly require the use of molybdenum-containing grades (i.e., 316/316L stainless steel), regardless of the actual corrosion environment.
| Element | 304 (UNS S30400) | 316 (UNS S31600) |
| C | ≤0.08% | ≤0.08% |
| Cr | 18.0–20.0% | 16.0–18.0% |
| Ni | 8.0–10.5% | 10.0–14.0% |
| Mo | — | 2.0–3.0% |
| Mn | ≤2.0% | ≤2.0% |
| Si | ≤0.75% | ≤0.75% |
| P | ≤0.045% | ≤0.045% |
| Si | ≤0.030% | ≤0.030% |
| N | ≤0.10% | ≤0.10% |
The chromium content of 304 stainless steel (18–20%) is actually higher than that of 316 stainless steel (16–18%). This seems counterintuitive—if 316 stainless steel is “more corrosion-resistant,” why does it have a lower chromium content? The answer lies in the fact that molybdenum more than compensates for this difference. In the PREN formula (PREN = %Cr + 3.3×%Mo + 16×%N), each 1% of molybdenum contributes 3.3 equivalent units; therefore, 2–3% molybdenum can increase the PREN value by 6.6–9.9 points, far exceeding the reduction in chromium content caused by the 2% decrease. The slight reduction in chromium content in 316 stainless steel is a necessary metallurgical measure—reducing chromium while increasing molybdenum and nickel helps maintain the stability of the austenitic phase and prevents the formation of excessive ferrite.
The nickel content required for 316 stainless steel (10–14%) is higher than that of 304 stainless steel (8–10.5%). Molybdenum is a ferrite-stabilizing element; without compensation, adding 2–3% molybdenum would cause the microstructure to shift toward ferrite/martensite. The higher nickel content in 316 stainless steel counteracts molybdenum’s ferrite-forming tendency, keeping the alloy in a fully austenitic state. This additional nickel is a significant factor contributing to the higher cost.
| Parameter | 304 | 316 |
|---|---|---|
| Typical PREN | 18–20 | 23–28 |
| Critical Pitting Temperature (CPT) in 6% FeCl₃ | ~15°C | ~30°C |
| Max Cl⁻ tolerance (approximate, room temp) | ~200 ppm | ~1,000 ppm |
The CPT difference of roughly 15°C is very significant in engineering terms — it means 316 steel can operate safely in chloride environments at substantially higher temperatures before pitting initiates.
| Environment / Application | 304 | 316 | Rationale |
|---|---|---|---|
| Indoor equipment, kitchen | ✅ Preferred | Overspecified | No Cl⁻ exposure |
| Freshwater systems | ✅ Preferred | Overspecified | Negligible Cl⁻ |
| Food processing (non-salt) | ✅ Adequate | Optional upgrade | Low Cl⁻, mild cleaning chemicals |
| Food processing (brines, salt) | ❌ Risky | ✅ Required | Significant Cl⁻ |
| Coastal architecture | ❌ Inadequate | ✅ Required | Marine aerosol Cl⁻ |
| Marine hardware | ❌ Inadequate | ✅ Minimum | High Cl⁻ exposure |
| Chemical processing (Cl⁻-bearing) | ❌ Inadequate | ✅ Required | Pitting/crevice risk |
| Pharmaceutical equipment | Case-specific | ✅ Preferred | Regulatory + cleaning chemicals |
| Medical implants | ❌ Not accepted | ✅ Required | Biocompatibility standards |
| EMI shielding (humid environment) | Case-specific | ✅ Preferred | Long-term surface stability |
| Sensor components | Case-specific | ✅ Preferred | Dimensional + corrosion stability |


Grade 316 cannot be hardened through the process of heat treating being austenitic stainless steel. Its austenite structure prevents it from undergoing such a process. These types of steel are mostly manufactured on their base annealed form, which is ready to use. However, there are cases wherein it needs to undergo heat treatment but only to remove unwanted compounds.
Grade 316 stainless steel cannot achieve any significant strengthening employing heat treatment.
Compare the differences in specific grade designations and naming conventions for 316 across the six major standards systems: ASTM, EN, JIS, GB/T, GOST, and DIN.
| Standards Systems | Corresponding Grade | Main Applicable Standard Number |
| ASTM (United States) | UNS S31600(Type 316) | ASTM A240, A666, A480 |
| EN (Europe) | 1.4401 / X5CrNiMo17-12-2 | EN 10088-1/2/4, EN 10028-7 |
| JIS (Japan) | SUS 316 | JIS G4305, JIS G4313 |
| GB/T (China) | 06Cr17Ni12Mo2(Old product code:0Cr17Ni12Mo2) | GB/T 3280, GB/T 4237, GB/T 4239 |
| GOST (Russia) | 03X17H14M2 / 08X17H13M2T* | GOST 5632, GOST 4986 |
| DIN (Germany; now incorporated into EN) | 1.4401 / X5CrNiMo17-12-2 | DIN 17440 (obsolete standard, now superseded by EN) |
Note: There is no grade in the GOST system that corresponds exactly to ASTM 316. 08X17H13M2T contains titanium-stabilizing elements and, strictly speaking, is closer to 316Ti (EN 1.4571). 03X17H14M2 is closer to 316 in terms of composition, but the nickel content range differs slightly. This is a point that requires special attention in actual trade.
Equivalent ≠ Identical. Although the 316 grades in these standards correspond to one another, there are subtle differences in the permissible ranges of chemical composition (which will be detailed in Part 2). For example, ASTM 316 allows a nickel content of 10.0–14.0%, while EN 1.4401 requires 10.0–13.0%. This means that a batch of material compliant with ASTM 316 may not necessarily meet the requirements of EN 1.4401. When quoting and signing contracts, it is essential to specify the exact standard required by the customer, rather than simply referring to “316” in general terms.
Special Considerations for GOST. When working with Russian customers, special attention is required, as there is no grade in GOST that is a direct equivalent to 316. Based on the customer’s actual operating conditions and composition requirements, it is necessary to confirm whether to supply 03X17H14M2 or another grade. If necessary, use the chemical composition range as the basis for mutual confirmation, rather than relying solely on grade comparisons.
Multi-standard certification. For export-oriented enterprises, a single batch of materials often needs to meet multiple standards simultaneously. In such cases, the most stringent intersection of chemical composition and performance requirements should serve as the internal control standard to ensure that a single batch of materials can be issued with certificates of conformity for multiple standards.
| Chemical elements | ASTM 316 | EN 1.4401 | JIS SUS 316 | GB/T 06Cr17Ni12Mo2 | GOST 03Х17Н14М2 | GOST 08Х17Н13М2Т |
| C | ≤0.08 | ≤0.07 | ≤0.08 | ≤0.08 | ≤0.03 | ≤0.08 |
| Cr | 16.0–18.0 | 16.5–18.5 | 16.0–18.0 | 16.0–18.0 | 16.0–18.0 | 16.0–18.0 |
| Ni | 10.0–14.0 | 10.0–13.0 | 10.0–14.0 | 10.0–14.0 | 13.0–15.0 | 12.0–14.0 |
| Mo | 2.0–3.0 | 2.0–2.5 | 2.0–3.0 | 2.0–3.0 | 2.0–3.0 | 2.0–3.0 |
| Mn | ≤2.0 | ≤2.0 | ≤2.0 | ≤2.0 | ≤2.0 | ≤2.0 |
| Si | ≤0.75 | ≤1.0 | ≤1.0 | ≤1.00 | ≤0.8 | ≤0.8 |
| P | ≤0.045 | ≤0.045 | ≤0.045 | ≤0.045 | ≤0.035 | ≤0.035 |
| S | ≤0.030 | ≤0.015 | ≤0.030 | ≤0.030 | ≤0.020 | ≤0.020 |
| N | ≤0.10 | ≤0.11 | — | ≤0.10 | — | — |
| Ti | — | — | — | — | — | 5×C–0.7 |
For European customers: Molybdenum (Mo) content is a key consideration. If the actual Mo content exceeds 2.5%, the certificate should be issued as EN 1.4436 rather than 1.4401. Please also note that the minimum chromium (Cr) content must be ≥16.5%, and the sulfur (S) content must be ≤0.015%. It is recommended to ask customers to specify the EN grade (1.4401 or 1.4436) during the quotation stage, rather than simply writing “316 stainless steel.”
For Japanese and U.S. customers: The composition ranges of ASTM and JIS overlap significantly; materials from the same batch can typically meet both standards simultaneously, making it relatively easy to issue dual-standard MTCs.
For Chinese customers: GB/T and ASTM are highly consistent, allowing for smooth mutual recognition. However, attention must be paid to the correspondence between old and new grades; it is recommended to clearly specify the GB/T standard number and version year in contract documents.
For Russian customers: It is not recommended to simply state “equivalent to 316 stainless steel” in the contract. Technical specifications should be confirmed by listing chemical composition on an element-by-element basis, and both the GOST grade and the corresponding ASTM grade should be indicated on the MTC. If the customer insists on supply based on the GOST grade, the cost increase resulting from the higher Ni content must be assessed, and the quotation adjusted accordingly.
Internal Control Recommendations for Myriad Foil Raw Material Procurement: By combining the strictest limits from all relevant standards, it is recommended to set the internal control composition standards for foil raw materials as follows: C ≤ 0.07%, Cr 16.5–18.0%, Mo 2.0–2.5%, Si ≤ 0.75%, P ≤ 0.035%, S ≤ 0.015%. This “greatest common denominator” standard ensures that foil produced from the same batch of raw materials can simultaneously meet the requirements of the four major markets—ASTM, EN, JIS, and GB/T—thereby maximizing production flexibility and inventory turnover efficiency.

In a general context, there is no best or worst grade of stainless steel. There are only the best and worst applications.
As an example, grade 316 has a melting point of 2,500 °F – 2,550 °F. If you expose it to much higher temperatures, then this grade will obviously melt. You might need better stainless steel with better properties for heat. On another thought, your application might not even be possible with stainless steel. It is crucial to understand your application first before choosing the materials to supplement it.

The three key benefits of using 316 Stainless Steel include superior corrosion resistance, especially in marine and chemical environments; excellent formability and weldability, making it versatile for various applications; and high-temperature resistance, which allows it to maintain its properties even in high heat conditions.
Hi, I’m Ewan(the CEO of stainlesssteelfoil.com), hope you like this article
With more than 30 years of experience in stainless steel foil, I’d love to share with you the valuable knowledge from a Chinese supplier’s perspective.
I am looking forward to talking with you about your ideas and thoughts.

If you have any questions about this case study or if you want to do the same thing, please get in touch with us.