
304 stainless steel Hardness has always been a question that your stainless steel supplier will ask you. If you can’t tell the hardness you want, the stainless steel supplier will ask your application. Experienced stainless steel suppliers need to determine with your application what is the hardness of 304 stainless steel should be provided to you.
Fortune 500 of the world has chosen us, Let’s join us, send your inquiry!
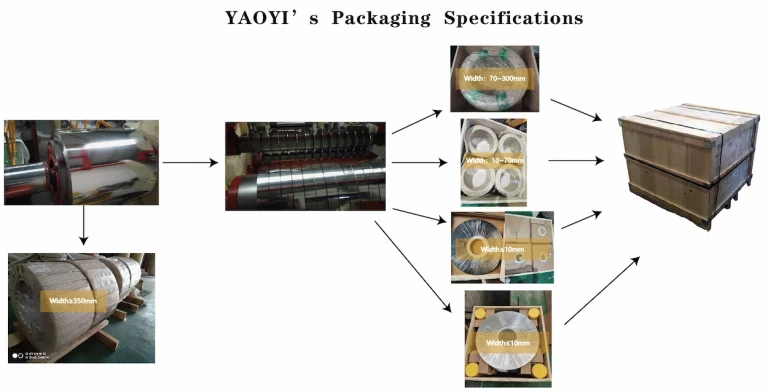
We can provide 304 stainless steel with more than semi-hard strength.
It can be used in Dental, Shear Blades and other fields.
Thickness: 0.03mm~0.76mm

The resistance of a material’s surface to penetration is in measure of hardness. Hardness testers determine the extent to which ard indenter can be movable into a material’s surface. Machines such as Brinell, Rockwell, and Vickers are in use. Each one has a unique indenter shape and method of applying the known force. As a result, conversions between the various scales are only approximate.
On the other hand, heat treatment will harden martensitic and precipitation hardening grades. Cold working may be used to harden other grades.
Thus, 304 stainless steel hardness ranges from Rockwell 70 to 92 Max HB, depending on the variety and application.

The 304 stainless steel hardness is usually heat-treated depending on the form of stainless steel hardness and the purpose of the treatment. Stress reduction, hydration, and washing are techniques of heat treatment to improve ductility, corrosion resistance, and manufacturing of the metal. These methods can also be used to prevent abrasion and high mechanical stresses.
The 304 ss hardness is typically in the thermal treatment, under manageable conditions, to resist carburization, de-carburization, and scaling on the metal surface.
Annealing, also known as solution therapy, is in use to recrystallize work-hardening austenitic 304 ss hardness and draw chromium carbides and precipitation around the 304 stainless steel hardness into solution. This procedure also eliminates stresses due to soldering and homogenizes dendritic 304 stainless steel hardness welds.
The ferritic and the martensitic temperature 304 stainless steel hardness will either be completely clean through heating the austenite range above critical temperature or by rinsing it into the ferrite temperature range by heating. Sub-critical annealing is possible at temperatures ranging from 760 to 830°C. Soft spheroids and ferrite carbides is possible by cooling the material for an hour at 25°C from maximum annealing temperature, or by keeping the material at subcritical annealing temperature for an hour. Goods processed after full refreshment can be refracted at subcritical temperatures in less than 30 minutes.
Adding to this, short recrystallization annealing at temperatures ranging from 760 to 955°C is all that is in need for ferritic steel grades that maintain single-phase structures across the operating temperature range.
The hardness of 304 stainless steel can restore at temperatures above 1040 ° C, but at temperatures below 1010° C, certain steel will recover as the fine grain size takes care of it. The process should continue for a short period to prevent surface scaling and track grain growth.
To minimize scaling, the hardness of 304 stainless steel is annealing under manageable conditions. This is possible in a salt bath, but in exceedingly reduced situations most people want a bright recuperation. In the presence of hydrogen and nitrogen, manufactures bright anneal wire, tube, and flat-rolled coil goods. The term “BA” refers to bright annealed goods.
Tempering, quenching, and austenitizing are used to harden martensitic 304 stainless steel hardness, much like low alloy steels. Temperatures for austenitizing range from 980 to 1010°C. As-quenched hardness appears to rise first and then fall after retention at an austenitizing temperature of 980°C. The temperature of the following method tempering may be used to determine the optimal austenitizing temperature for some steel grades.
Thus, preheating high and low carbon steels to 790°C before austenitizing will prevent cracking in intricate and sensitive parts.
Martensitic 304 stainless steel hardness has a high alloy content and, as a result, is very strong. Maximum hardness is achievable through air-cooling at the austenitizing temperature, but oil quenching is the requirement for larger parts. If oil is used to prevent crevices, the harsh components need to be in temperatures at room temperature directly after cooling. Components are often frozen at -75°C before tempering. Martensitic stones, along with fast cooling at temperatures below 400°C, temperatures above 510°C to avoid breakage.
However, as compared to normal martensitic 304 stainless steel hardness, some precipitation-hardening stainless steel needs comprehensive heat treatments. A semi-austenitic type of precipitation hardening may require aging, sub-zero cooling, and annealing. Martensitic precipitation-hardening forms, on the other hand, usually only need to be of time.
The most popular form of stress relief is to maintain the temperature below 400°C, but this only offers mild relief. The stress relief at temperatures ranging from 425° to 925°C decreases residual stresses causing dimensional weakness or stress corrosion cracking. Roughly 85% of rest pressures after 1-hour stress relaxation at 870°C are in relief state. However, this temperature range may cause carbides to precipitate at the grain boundary, causing sensitization and lowering corrosion resistance in a variety of media. To prevent these impacts, stabilized 304 stainless steel or low-carbon steels are in favor.
Moreover, the residual stresses in the hardness of 304 stainless steel are needs removal after complete solution application, which includes heating to about 1080°C with the company of rapid cooling. It is, however, impractical for the majority of large or complex fabrications.

As a cold-working austenitic 304 stainless steel hardness increases strength, compressive yield strength and relative maximum tend to be high with low-temperature stress relief. If there is no problem with intergranular power, tension relief is achievable at temperatures between 345 and 425°C. Since higher temperatures weaken material strength, they are not for recommendation in stress-relieving cold-working items.
Stress-relieving ferritic or martensitic 304 stainless steel hardness tempers weld and heat-affected zones while also restoring corrosion resistance in some cases. For these 304 stainless steel hardness grades, annealing temperatures are relatively mild.
Even if welding accompanied by rinding is not viable, 304 materials with rinse hardness are heated under standard rinding temperatures to minimize high residual stress. Sometimes stress-relieving is the case for large or complicated solder sections as well as dissimilar welds of low alloy steel, soldered to 304 stainless steel hardness.
Only such surface hardening approaches are possible for hardness of 304 stainless steel. In the majority of cases, martensitic transformation is in use for hardening low alloy stainless steel and biomass. However, considering the moderate to the very low carbon content of martensitic 304 hardness in steel, this kind of hardening is not widely in practice.
Authentic 304 stainless steel hardness is possible by nitriding. Since the 304 hardness core is soft in stainless steel and has low resistance for heavy applications, this procedure is of limited use. Another major disadvantage is the decrease in corrosion resistance of the nitrided steel relative to the initial hardness of the steel 304.

Regular Steel is more challenging to make than stainless steel. The stainless frames for tankers and carbon frames depend only upon what the consumer needs, but the key distinction in making power is stainless and carbon. Hardness does not rely on 3 scales It is the strength of another material, and penetrates the base, Brinell, Rockwell B, and Rockwell C. Carbon is tougher than stainless in any combination of carbon(29 types) and stainless(22 types). But the kicker is the yield power, where metal bends past the point of returning to its original form.

It depends on the steel quality.
The stainless steels have increased resistance to corrosion compared with carbon steels, but are more corrosive and must be surface treated to avoid corrosion, such as paint or galvanization. Stainless also has carbon and iron if it was not to add chromium and nickel to the elements that offer resistance to corrosion, it would not be steel.
As it comes to cleat high carbon steel it is superior to high carbon stainless steel so it has a better edge, but can rust so that the knobs of carbon steel need to be used regularly and cared for shortly after use. The cheaper choice for domestic use is stainless knives Easily you can only pick the appropriate soldering alloy for a grade of your connection and weld each other with the correct welding alloy of course. The soldering is possible with stainless or high carbon steel.

Cast iron is usually more difficult. As we define hardness as a resistance to the localized deformation of plastic. The biggest difference between steel and cast iron is the abundance of carbon impurity atoms, which you bind to iron crystal interstitial spaces. It is less than in cast iron in concrete.
The higher impurities make the deformation difficult, and thus increases hardness, and ductility is essential because defects are moved inside the material induced by the external force field, called mislocalization on the motion.
Some tricks may be taken to reduce hardening and to improve ductility even in stubborn cast iron. More ductile varieties are called nodular cast iron, in which spherical clusters of carbon atoms can be generated in the otherwise lower carbon holding matrix. And steel can be processed in such a way that this extraordinary, ductile sibling of cast iron can be harder.