

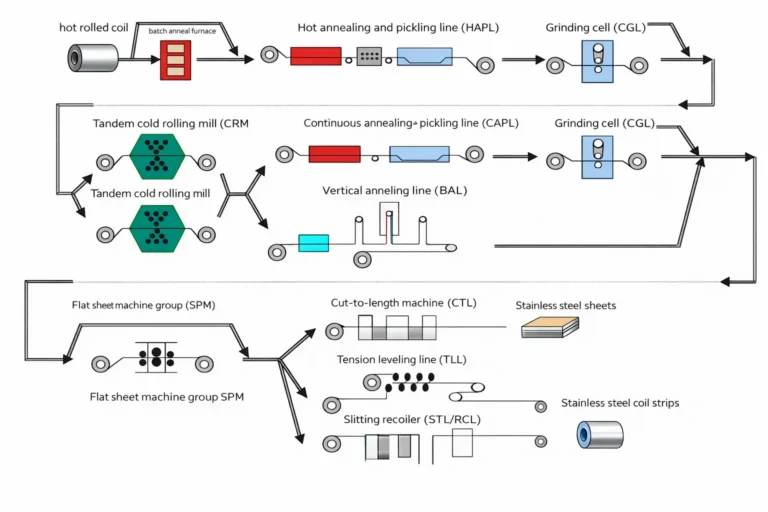
Cold-rolled austenitic stainless steel strip is produced from hot-rolled black-skin coils. The material first undergoes bell annealing and acid pickling to remove scale, followed by grinding to eliminate surface defects, completing the pretreatment process. It is then fed into 12-high and 20-high cold-rolling mills for successive reductions in thickness, with repeated annealing intervals to restore the plasticity lost due to work hardening. Depending on the production route, the final annealing step yields either a 2B or BA surface finish. After final leveling to improve flatness, the material is cross-cut into sheets, stretch-leveled and rewound into wide coils, or slit lengthwise into narrow strips as required, completing the entire processing journey from rough black-skin coils to precision cold-rolled stainless steel coil.
Step 1: Prepare the raw material for producing cold-rolled coils—Hot-Rolled Coil
The starting point is the hot-rolled coil delivered from the hot-rolling mill.
This is a coil of hot-rolled stainless steel sheet, typically 3–6 mm thick. Because stainless steel undergoes heating and rolling at high temperatures of 1100–1250°C during the hot-rolling process, the surface of the steel strip reacts with oxygen in the air, forming a thick, dense black oxide scale on the steel. This scale consists primarily of a composite layer of Fe₃O₄ (magnetite-type oxide) and Cr₂O₃ (chromium oxide). It is extremely hard and bonds tightly to the substrate.

At this stage, the steel strip is characterized by significant thickness, a rough surface covered with scale, and internal microstructural issues such as residual stresses and non-uniformity resulting from hot-rolling deformation and uneven cooling. It is far from being a qualified cold-rolled product and requires a series of processing steps to become the bright, flat, and precisely thick stainless steel sheets, strips, or stainless steel foil we ultimately see.
Step 2: Bell Annealing Furnace (BAF)
The first process in the cold-rolled stainless steel coil production line after the hot-rolled coil enters is the Bell Annealing Furnace (BAF). What is a Bell Annealing Furnace (BAF)? A Bell Annealing Furnace (BAF) is a process in which entire steel coils are slowly heated to 1050–1100°C in a protective atmosphere for solution treatment. This eliminates residual stresses from hot rolling, homogenizes the microstructure, and restores the hot-rolled coil to a soft, highly ductile state, thereby preparing the microstructure for subsequent cold-rolling operations.

Why Must Hot-Rolled Coils Be Annealed First?
After the hot-rolling process is complete, as the steel coil cools, the cooling rates of the inner and outer layers differ. The core of the hot-rolled coil remains hot, while the edges are cooler. This leads to two issues: first, an uneven distribution of internal residual stresses; and second, the possibility of localized carbide precipitation or uneven grain size in the microstructure. If such hot-rolled coils are sent directly to cold rolling, the rolling process is prone to poor flatness, edge cracking, or even strip breakage.
The purpose of annealing hot-rolled coils is to “heal” these “internal injuries”—by heating the entire coil to the solution treatment temperature (typically 1050–1100°C for 316 austenitic stainless steel) and holding it at that temperature for a sufficient duration. This allows carbides to redissolve into the austenitic matrix, homogenizes the grain structure, releases internal stresses, and restores the material to a uniform, soft, and highly ductile state.
How does a bell annealing furnace work?
Imagine a huge, inverted “bell-shaped hood.” The steel coil is placed vertically on a base. First, an inner hood is placed over it (filled with a protective atmosphere—H₂ or a mixture of H₂ and N₂—to prevent severe oxidation of the steel coil at high temperatures), and then an outer heating hood (fuel-fired or electrically heated) is placed over the inner hood. The entire process involves “steaming” heating—slow heating, holding at temperature, and slow cooling. A complete cycle typically takes several dozen hours.
Limitations of Bell Annealing
Since the entire hot-rolled coil is heated, heat is conducted from the outer layer toward the core of the coil, causing the core temperature to lag behind that of the outer layer. For heavy-weight steel coils, the temperature difference between the core and the edge can reach several dozen degrees, meaning that the annealing effect varies across different parts of the coil. This is an inherent flaw of the BAF process and must be compensated for in subsequent processes.
Step 3: Hot-Rolled Coil Continuous Annealing and Pickling Line (HAPL)
Hot-Rolled Coil Annealing and Pickling (HAPL) — Through a combination of mechanical descaling and multi-stage pickling (sulfuric acid pre-pickling followed by nitric acid/hydrofluoric acid finishing), surface scale is thoroughly removed, transforming black-skin coils into clean, silvery-white “white-skin coils.”

After bell annealing, the steel coil’s surface remains covered with a layer of black scale, which may have even thickened further during the annealing process. The most urgent task now is to completely remove this layer of scale.
Why must the scale be removed?
The hardness of the scale is far greater than that of the stainless steel matrix (the hardness of Cr₂O₃ is close to that of corundum, with a Mohs hardness of 9). If the coil enters the cold rolling mill with the scale still present, these hard particles will embed themselves into the surface of the steel strip and the roll surface like “sandpaper,” resulting in two serious consequences: first, the steel strip’s surface will develop numerous indentations and scratches, rendering the surface quality completely unusable; second, the surface of the expensive rolls will be scratched, affecting the surface quality of all subsequent products and causing significant losses.
How does the HAPL line work?
HAPL is a continuous production line where steel coils are uncoiled at one end, undergo a series of treatments, and are then rewound at the other end. The process sequentially passes through the following key stages:
Section 1: Mechanical descaling. The steel strip first passes through a shot blasting machine or steel brush rolls. High-speed steel shot or rotating steel wire brushes physically impact the surface of the scale, breaking its integrity and creating numerous cracks and flaking. This step does not aim to completely remove the scale, but rather to “create openings” so that the subsequent acid solution can penetrate.
Second Stage: Acid Pickling. This is the core process for removing scale. The steel strip passes through multiple acid pickling tanks, typically in two stages. The first stage involves pre-pickling with sulfuric acid or an electrolytic Na₂SO₄ solution to dissolve the FeO and Fe₃O₄ layers in the scale (these layers are relatively easy to dissolve with acid). The second stage involves precision pickling using a mixed acid solution of nitric acid (HNO₃) and hydrofluoric acid (HF). This potent combination effectively dissolves even the most stubborn Cr₂O₃ layers. The F⁻ ions in hydrofluoric acid are among the few chemical substances capable of effectively breaking down Cr₂O₃. At the same time, the strong oxidizing properties of nitric acid will reform a thin, dense passivation layer on the cleaned stainless steel surface, providing preliminary surface protection for subsequent processing.
Stage 3: Rinsing and drying. High-pressure purified water is used to rinse away residual acid and reaction byproducts from the surface, followed by hot-air drying.
Results of HAPL Treatment:
The scale on the surface of the steel coil has been completely removed, revealing a silvery-white metallic luster, known in the industry as a No. 1 surface or a “white-skin coil.” However, the surface remains relatively rough at this stage (Ra approximately 3–6 μm), and the pickling process may have left localized shallow pitting. While the surface quality is still far from that of a finished product, it has met the basic requirements for entry into the cold rolling mill.
Step 4: Coil Grinding Line (CGL)
Although the scale has been removed from pickled bare coils, the surface is not flawless. Defects left over from the hot-rolling process—such as surface microcracks, scabs, exposed inclusions, and localized spots of residual scale—are all “exposed” after pickling. At the same time, the pickling process itself may cause uneven surface roughness, and pitting may occur in certain areas. The surface of the steel strip is ground across its entire width using sanding belts to remove surface defects such as microcracks and scabs left after pickling, while also preventing hard foreign objects from entering the cold rolling mill and damaging the rollers.
The core task of grinding is to “prepare the base.”
CGL mills use high-speed rotating sanding belts or grinding wheels to perform full-width grinding on both the top and bottom surfaces of the steel strip. The grinding depth is typically controlled between 0.01 and 0.08 mm, just enough to remove the layer of surface defects and expose the sound metal substrate beneath. The surface roughness after grinding is reduced to approximately Ra 1–2 μm, resulting in a uniform and consistent surface that provides an excellent “starting surface” for subsequent cold rolling.
Regrinding also serves an important yet often overlooked purpose: protecting the rollers. The work rolls in a cold rolling mill are extremely precise and expensive components (a single work roll in a 20-high mill can cost tens of thousands of yuan), with surface roughness controlled to the Ra 0.01–0.05 μm range. If the surface of the steel strip entering the mill contains hard protrusions (such as uncleared oxide particles or exposed inclusions), these hard points can instantly scratch the roll surface during the rolling process. Every scratch on the roll surface is replicated on every meter of steel strip in subsequent passes, resulting in widespread surface defects. The grinding process acts as a “security checkpoint” at the entrance to the cold rolling mill.
After these first four steps, the raw material pretreatment stage is fully complete. The black-skin coil has been transformed into a pretreated coil with a clean surface, uniform microstructure, and a thickness still within the 3–6 mm range, ready to enter the core stage of cold rolling.
Step 5: Cold Rolling — 12-high and 20-high cold rolling mills (CRM)
This is the heart of the entire cold-rolled stainless steel strip production line.

The essence of cold rolling is to apply immense pressure to a steel strip using rollers at room temperature, forcing the material to compress in the thickness direction and stretch in the length direction, thereby gradually reducing the thickness from several millimeters to the target value.
Cold rolling (CRM) involves the coordinated operation of a 12-high roughing mill and a 20-high finishing mill to progressively compress and reduce the thickness of the steel strip from several millimeters to the target thickness at room temperature, a process during which the material undergoes significant work hardening.
The 12-high cold rolling mill handles the “roughing” stage. The incoming strip has a relatively large thickness (3–6 mm), requiring significant rolling force to reduce it. The 12-high cold rolling mill features a highly rigid roll system, substantial rolling force reserves, and high rolling speeds, making it well-suited for handling this “thick material, high reduction” task. After several passes through the 12-high cold rolling mill, the thickness of the cold-rolled steel strip can be reduced from 3–6 mm to approximately 1–2 mm.

The 20-high cold rolling mill takes over for the “finishing” stage. Once the thickness drops below 1–2 mm, further reduction requires more precise control. Twenty-high mills (typically Sendzimir mills) feature very small work roll diameters (60–120 mm), which offers a key physical advantage: the smaller the work roll, the shorter the contact arc length with the cold-rolled strip, and the more concentrated the unit pressure. Consequently, very high pass reduction rates can be achieved with relatively low total rolling force. Smaller roll diameters also mean better thickness control accuracy and surface quality. Twenty-high mills can roll material from 1–2 mm down to 0.1 mm, 0.05 mm, or even 0.01 mm.
How is stainless steel strip cold-rolled?
At the microscopic level, during each rolling pass of stainless steel coil, the austenitic grains are flattened and elongated, generating a large number of dislocations within the crystals. As the dislocation density rises sharply, the hardness and strength of the cold-rolled steel strip surge—this is known as “work hardening.” 316 stainless steel exhibits a very high rate of work hardening; for every 10% reduction in thickness, the hardness increases by approximately 30–50 HV.
When the cumulative reduction reaches 60–80%, the cold-rolled strip becomes as hard as spring steel, with its ductility nearly exhausted; continuing the rolling process would lead to edge cracking or even strip breakage. At this point, the process must be halted to proceed to the next step—intermediate annealing—allowing the material to “recover its strength” before resuming rolling. From the pre-treated coil to the final finished thickness, the material typically undergoes 3–5 cycles of “cold rolling → annealing.”
Step 6: Intermediate Annealing—The Fork in the Road
After cold rolling to a certain extent, the material becomes severely work-hardened and must be annealed to restore its ductility. The figure shows two different annealing routes, representing the most critical “fork in the road” of the entire process—the choice of route determines the final product’s surface finish and market positioning. When work hardening depletes plasticity, annealing is used to restore the material’s plasticity so that rolling can continue; the final annealing step also determines the product’s surface finish—the CAPL route produces a 2B finish, while the BAL route produces a BA bright finish.
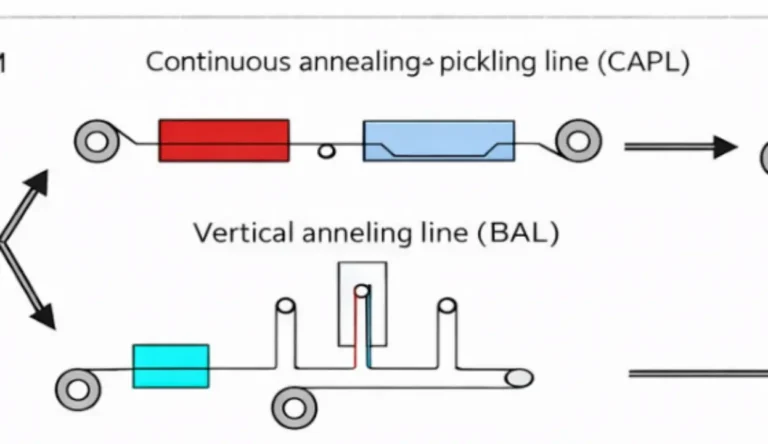
Line A: Cold-Rolled Annealing and Pickling Line (CAPL)
The operating principle of CAPL is similar to that of HAPL described earlier, but the material processed changes from hot-rolled coils to cold-rolled coils. The steel strip passes continuously through the annealing furnace, where it undergoes solution treatment at 1050–1100°C. This process re-equiaxializes the austenite grains, drastically reduces the dislocation density, and restores the material to a soft, highly ductile state.
During the annealing process, even under a protective atmosphere, a thin oxide layer forms on the surface of the steel strip (much thinner than hot-rolled black skin, but visible to the naked eye, appearing pale yellow to bluish-purple). Therefore, after annealing, the strip must be pickled again to remove this oxide layer. The surface obtained after pickling is the industry-standard 2B finish—silver-gray, slightly reflective, with a faintly matte texture.
The 2B finish is the most widely shipped surface condition in the global cold-rolled stainless steel market, meeting the majority of industrial and consumer demands.
Route B: Vertical Continuous Bright Annealing Line (BAL)
BAL follows a “high-end approach.” While the annealing temperature is the same as that of CAPL, the key difference lies in the extreme precision of atmosphere control—high-purity hydrogen (≥99.999%) is introduced into the furnace, and the dew point is maintained below -60°C (meaning the moisture content inside the furnace is less than a few parts per million). Under such low oxygen partial pressure, the stainless steel surface not only avoids oxidation at high temperatures but also sees its existing thin oxide layer reduced and decomposed by H₂.
The result is that the strip emerges from the furnace with a bright, mirror-like surface, eliminating the need for acid pickling entirely. This is the BA (Bright Annealed) surface—characterized by high reflectivity and extremely low surface roughness (Ra 0.05–0.2 μm)—one of the highest surface quality grades among cold-rolled stainless steels.
To summarize this distinction in a nutshell: CAPL produces 2B, while BAL produces BA. 2B represents the “quantity” approach, whereas BA represents the “quality” approach.
Step 7: Coil Grinding Line (CGL) for Cold-Rolled Stainless Steel Coils
The CAPL line (2B finish) includes a fine grinding and polishing unit following annealing and pickling. Fine grinding and polishing of CGL involves using sanding belts of different grits on the 2B-finished stainless steel strip to produce higher-grade decorative finishes such as No. 3, No. 4, and HL; stainless steel strips with a BA finish typically skip this step.

Why does 2B-finished stainless steel strip require further grinding?
Although 2B-finished stainless steel strips meet most industrial requirements, for applications with higher aesthetic standards—such as architectural decorative panels, elevator cabins, kitchen appliance panels, and home appliance casings—the matte finish of 2B-finished stainless steel strips is not refined enough. Customers may require:
No. 3 finish stainless steel strip — Ground with 100–120-grit sanding belts, featuring coarse grinding marks with distinct directional scratches. No. 4 finish stainless steel strip — Ground with 150–180-grit sanding belts, featuring fine hairline patterns; this is the most common finish for decorative stainless steel. HL finish (Hairline stainless steel strip) — Features a finer, continuous hairline pattern with reflectivity between No. 4 and BA.
By switching between sanding belts of different grits, the fine grinding and polishing unit can flexibly produce the various surface grades listed above starting from 2B stainless steel strips.
Products from the BAL line (BA-finished stainless steel strip) typically do not require this process—the BA-finished surface already possesses a high-quality lustrous finish, and further grinding would actually degrade it. Unless the customer has specific requirements for the BA surface (such as a matte finish), BA stainless steel strip skips the fine grinding step and proceeds directly to subsequent finishing stages.
One point to emphasize: Steps 5 through 7 are not completed in a single pass. In actual production, the cycle of Step 5 (cold rolling) → Step 6 (annealing) → Step 7 (optional fine grinding) may be repeated multiple times, with each cycle further reducing the thickness. Only the final annealing cycle determines the final surface finish (2B or BA); the annealing in intermediate cycles is primarily intended to restore plasticity to allow for continued rolling.
Step 8: Skin Pass Mill (SPM) for Cold-Rolled Stainless Steel Strip
SPM (Smooth Pass Mill) involves temper rolling with minimal reduction (0.5–2%) to eliminate the yield plateau resulting from annealing, correct flatness defects, and fine-tune surface roughness, thereby bringing the steel coil to a quality level suitable for delivery. After the final cold rolling and annealing, the coil has reached its target thickness, and its surface finish has been established (2B or BA). However, the coil cannot yet be delivered directly to the customer—it still has a few “minor imperfections” that need to be addressed.

First Issue: Yield Plateau.
After solution annealing, 316 stainless steel may exhibit discontinuous yielding (Lüders band) during the initial stages of tensile deformation. If customers use this material for stamped parts, unsightly slip line patterns (commonly known as “orange peel” or “tensile strain marks”) will appear on the stamped surface. Flattening rolling applies a minimal reduction (0.5–2%), just beyond the yield plateau, to eliminate this potential issue.
Second Issue: Sheet Shape Defects.
During the annealing process, localized thermal stresses inevitably develop in the steel strip as it is heated and cooled. After cooling, slight waviness (edge or center waviness), warping, or localized buckling may remain. These flatness defects may not be readily visible to the naked eye, but they can cause serious problems during the customer’s precision processing (such as laser cutting, film lamination, and precision stamping). The leveling machine “irons out” the steel strip through uniform, light compression and tension control.
The third issue: Surface refinement.
The surface roughness of the leveling rolls is carefully designed. By selecting rolls with different roughness levels, the surface texture of the rolls can be “imprinted” onto the steel strip during the leveling process, achieving the final fine-tuning of the finished product’s surface roughness. For example, leveling with smooth rolls can slightly enhance gloss, while leveling with rough rolls can impart a certain degree of roughness (which improves adhesion for subsequent coating).
Post-leveling condition: The steel coil has a flat shape, a finalized surface finish, and stable mechanical properties, making it a qualified semi-finished product—but it remains a single coil of steel strip and still needs to be cut into the final delivery form according to customer requirements.
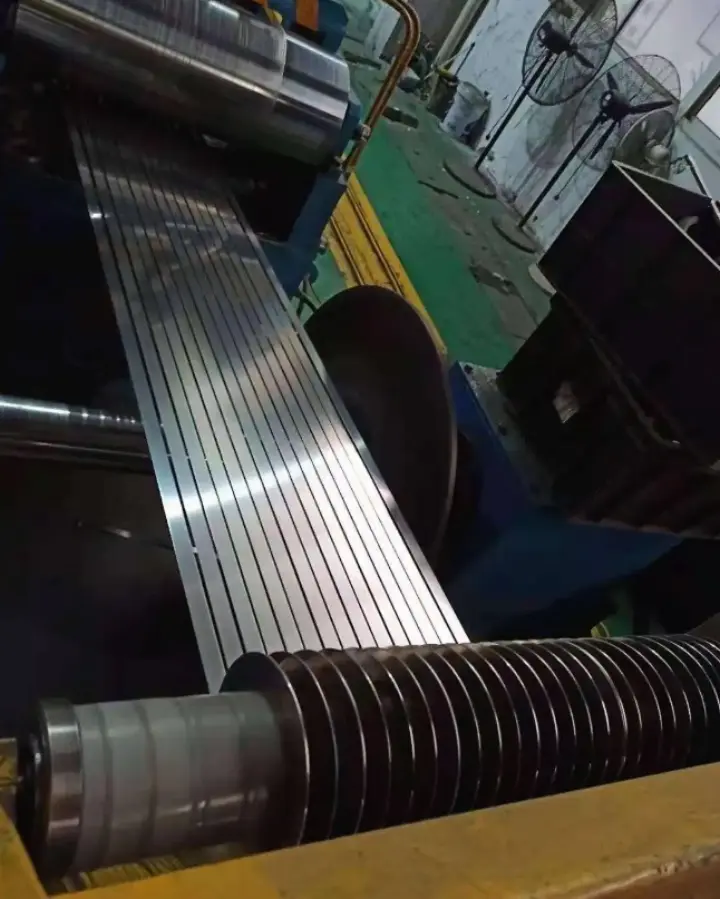
Step 9: Slitting of Cold-Rolled Stainless Steel Coils—Three Production Lines, Three Product Formats
The finished slitting of stainless steel strips—CTL/TLL/STL—refers to the process of dividing steel coils into three finished forms according to customer requirements: cross-cutting into fixed-length sheets, leveling and rewinding into wide-width finished coils, or slitting lengthwise into narrow-width coil strips, thereby completing the entire production process.
After leveling, the steel coils are routed to three different finishing lines according to the specific requirements of customer orders, producing the three finished product forms. This is the final step in the entire process.
Why does 2B-finished stainless steel strip require further grinding?

Product Form: Cut-to-length flat sheets.
The operation of the cross-cutting line is straightforward: steel coils are uncoiled, leveled, and cut crosswise into individual sheets at preset lengths. For example, if a customer order specifies “1.0 mm × 1000 mm × 2000 mm,” the cross-cutting line cuts the 1000 mm wide steel coil every 2000 mm, producing individual sheets of standard dimensions.
After cross-cutting, the sheets undergo individual surface inspection (visual or automated inspection systems check for surface defects), are stacked by weight or quantity, and are packaged with rust-proof paper between layers and in wooden or metal crates before shipment.
Typical downstream customers: Manufacturing companies requiring flat sheets for secondary processing such as stamping, bending, laser cutting, and waterjet cutting.
Route 2: Tension Leveling Line (TLL) → Finished Cold-Rolled Stainless Steel Coils

Product Form: Wide finished coils.
The difference between tension leveling and conventional leveling lies in the process: conventional leveling relies on slight compression applied by rollers, while tension leveling relies on tension stretching. The steel strip passes through multiple sets of small-diameter rolls. By applying tension exceeding the yield strength, the strip undergoes slight plastic elongation (typically 0.1–0.5%). This combination of “tension-bending-rebending” deformation eliminates residual minor flatness defects, achieving a higher degree of flatness precision than that of SPM leveling.
After tension leveling, the strip is rewound and delivered in coil form. Finished coils are wrapped in rust-proof paper, strapped with steel bands, and shipped on pallets in either horizontal or vertical orientation.
Typical downstream customers: Companies with continuous processing lines—such as continuous stamping lines, welded pipe manufacturers, and continuous coating/lamination lines—who require steel coils to be loaded directly onto their own decoilers for continuous processing, rather than feeding sheets one by one.
STL/RCL (Slitting Line / Recoiling Line) → Finished Narrow Coil Strips
Product Form: Cut-to-length flat sheets.
The operation of the cross-cutting line is straightforward: steel coils are uncoiled, leveled, and cut crosswise into individual sheets at preset lengths. For example, if a customer order specifies “1.0 mm × 1000 mm × 2000 mm,” the cross-cutting line cuts the 1000 mm wide steel coil every 2000 mm, producing individual sheets of standard dimensions.
After cross-cutting, the sheets undergo individual surface inspection (visual or automated inspection systems check for surface defects), are stacked by weight or quantity, and are packaged with rust-proof paper between layers and in wooden or metal crates before shipment.
Typical downstream customers: Manufacturing companies requiring flat sheets for secondary processing such as stamping, bending, laser cutting, and waterjet cutting.
Key Quality Control Points for Slitting:
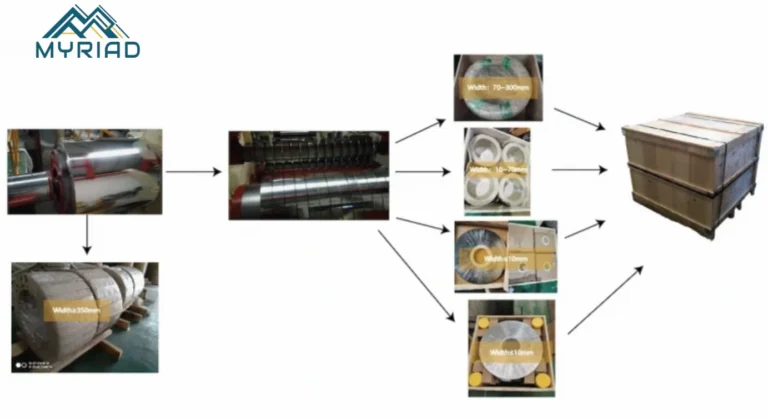
The precision of the cutting gap directly determines the quality of the cut edge—if the gap is too wide, severe burrs will form on the cut edge; if the gap is too narrow, tool wear will accelerate and edge cracking may occur. For ultra-thin stainless steel foil, the relative height of the burr (the ratio of burr height to material thickness) is much greater than that of products with conventional thicknesses, so the requirements for tool precision and maintenance frequency are extremely high. Tension control is also critical—if tension is uneven during the coiling of narrow strips, “telescoping” occurs, resulting in uneven edges that affect subsequent use.
Typical downstream customers: Welded pipe manufacturers (using narrow strips for pipe coiling and welding), spring manufacturers, stamping factories, electronic component manufacturers, and foil deep-processing companies such as Myriad.



