
How to maintain stainless steel?
Daily Maintenance Protocol
Regular Cleaning
According to the International Stainless Steel Forum (ISSF): “Regular cleaning is essential to maintain both appearance and corrosion resistance.”
- Basic Cleaning Steps:
- Clean with warm water and mild detergent
- Wipe in direction of grain
- Rinse thoroughly
- Dry completely to prevent water spots
- Frequency Guidelines:
- High-use areas: Daily cleaning
- Exterior applications: Monthly inspection
- Industrial settings: Weekly check
Professional Maintenance Methods
Surface Protection
- Preventive Measures:
- Avoid chloride-containing cleaners
- Use soft cloths or non-abrasive pads
- Never use steel wool
- Keep away from carbon steel contamination
- Protective Treatments:
- Apply food-grade mineral oil for interior surfaces
- Use specialized stainless steel protectants
- Maintain passive layer integrity
Environmental Considerations
Location-Specific Care
- Coastal Areas:
- More frequent cleaning required
- Regular freshwater rinse
- Monitor for salt deposits
- Industrial Environments:
- Check for chemical exposure
- Remove particulate deposits promptly
- Maintain protective coatings
The British Stainless Steel Association notes: “Proper maintenance not only preserves appearance but also extends service life and maintains material integrity.”
Why is Stainless Steel Damaged?
The metal surface exposed in the corrosive environment undergoes an electrochemical reaction or a chemical reaction and is uniformly corroded. In the passive film on the stainless steel surface, the weak corrosion resistance is formed due to the self-excited reaction and the formation of small pores, coupled with the approach of chloride ions, the formation of a strong corrosive solution accelerates the rate of the corrosion reaction. There is also intergranular corrosion cracking inside the stainless steel, all of which have a destructive effect on the passive film on the surface of the stainless steel.
Therefore, the stainless steel surface must be regularly cleaned and maintained to maintain its gorgeous surface and prolong its service life. When cleaning the stainless steel surface, you must be careful not to scratch the surface. Avoid using bleaching ingredients and abrasive detergents, steel balls, abrasive tools, etc. To remove the detergent, rinse the surface with clean water after washing.
Is 301 Stainless Steel Magnetic?
AISI 304; AISI 301; AISI 316;AISI 316L…
- Thickness: 0.02mm – 0.2mm
- Width: 25mm – 1600mm
Dust
Production is often carried out in dusty venues, and there are often many specks of dust in the air, which constantly fall on the surface of the equipment. They can be removed with water or alkaline solution. However, the adhesion of dirt requires high-pressure water or steam to clean up.
Stainless Steel Chemical Composition – YAOYI Stainless Steel
Floating iron powder or embedded iron
On any surface, free iron will rust and cause corrosion of stainless steel. Therefore, it must be cleared. The floating powder can generally be removed with dust. Some have strong adhesion and must be treated with embedded iron. In addition to dust, there are many sources of iron on the surface, including cleaning with ordinary carbon steel wire brushes and shot blasting with sand, glass beads, or other abrasives that have been used on plain carbon steel, low alloy steel, or cast iron, or Grind the aforementioned non-stainless steel products near stainless steel parts and equipment.
In the process of unloading or hoisting, if no protective measures are taken for the stainless steel, the steel wire rope, spreader and the iron on the work surface are easy to embed or contaminate the surface.
Ordering requirements and inspection after production can prevent and find the existence of free iron. ASTM Standard A380 specifies the rust test method for inspecting iron or steel particles on the surface of stainless steel. This test method should be used when it is required that iron must not be present. If the result is satisfactory, use clean pure water or nitric acid to wash the surface until the dark blue color disappears completely. As the standard A380 points out, if the rust test solution cannot be completely removed, it is not recommended to use this test method on the process surface of the equipment, that is, the direct contact surface used to produce human consumer products.
A simpler test method is to expose for 12 to 24 hours in water to check for rust spots. This test is poorly sensitive and time-consuming. These are inspection tests, not cleanup methods. If iron is found, it must be cleaned up with the chemical and electrochemical methods described later.
How To Find The Right Stainless Steel Supplier – YAOYI Stainless Steel
Paint, Chalk, and Marker Pen Prints
The effects of these pollutants are similar to the effects of oil and grease. It is recommended to use a clean brush and clean water or alkaline cleaning agent for washing. You can also use high-pressure water or steam to rinse. The stainless steel whose structure is mainly ferrite in use. The chromium content is between 11% and 30%, and it has a body-centered cubic crystal structure. This kind of steel generally does not contain nickel, and sometimes also contains a small amount of Mo, Ti, Nb, and other elements.
This kind of steel has the characteristics of large thermal conductivity, small expansion coefficient, good oxidation resistance, and excellent stress corrosion resistance. It is mostly used to make atmospheric resistance. , Water vapor, water, and oxidizing acid corroded parts. This type of steel has disadvantages such as poor plasticity, significantly reduced plasticity, and corrosion resistance after welding, which limits its application. The application of out-of-furnace refining technology (AOD or VOD) can greatly reduce interstitial elements such as carbon and nitrogen, so this type of steel is widely used.
Grade 304 Stainless Steel Foil– YAOYI Stainless Steel
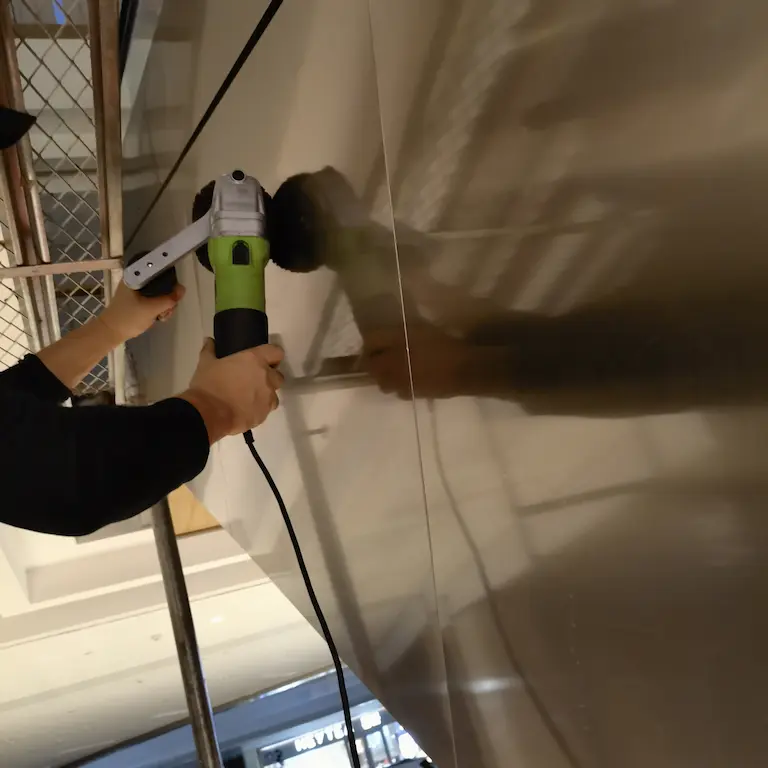
Scratches
To prevent process lubricants or products and/or dirt from accumulating, scratches and other rough surfaces must be mechanically cleaned, usually with a stainless steel polishing machine. If stainless steel is heated to a certain high temperature in the air during welding or grinding, chromium oxide thermal tempering color will appear on both sides of the weld, the lower surface, and the bottom of the weld. The heat-tempered color is thinner than the oxide protective film and is visible.
The color is determined by the thickness, which can be iridescent, blue, purple to pale yellow, and brown. Thicker oxides are generally black. It is caused by staying at a high temperature or high temperature for a long time. When any of these oxide layers appear, the chromium content on the metal surface will decrease, causing the corrosion resistance of these areas to decrease. In this case, not only should the thermal tempering color and other oxide layers be eliminated, but also the chromium-poor metal layer under them should be cleaned.
ASTM A240 Type 304: Properties, Pricing, and Applications – YAOYI
Rust Spots
Rust on stainless steel products or equipment may sometimes be seen before or during production, which indicates that the surface is severely contaminated. Rust must be removed before the equipment is put into use, and the thoroughly cleaned surface shall be inspected by iron test and/or water test.
Rough Grinding and Machining
Grinding and machining will cause surface roughness, leaving grooves, overlaps and burrs, and other defects. Each kind of defect may also damage the metal surface to a certain depth so that the damaged metal surface cannot be cleaned by pickling, electropolishing, or shot blasting (such as dry sandblasting, abrasive glass beads) and other methods. Rough surfaces can become the birthplace of corrosion and deposition products. Before re-welding, cleaning up weld defects or removing excess weld reinforcement height cannot be used for grinding. In the latter case, fine abrasives should be used for grinding.
Best AISI 321 stainless steel products are available- YAOYI Stainless Steel
Welding Arc Marks
When the welder strikes the arc on the metal surface, it will cause surface roughness defects. The protective film is damaged, leaving a potential source of corrosion. The welder should start the arc on the welded bead or the side of the weld joint. Then melt the pilot arc traces into the weld.
Welding Spatter
Welding spatter has a lot to do with the welding process. For example, GTAM (Gas Tungsten Arc Welding) or TIG (Inert Gas Tungsten Arc Welding) has no spatter. However, when using GMAW (gas shielded metal arc welding) and FCAW (arc welding with flux core) two welding processes, improper use of welding parameters will cause a lot of spatter. When this happens, the parameters must be adjusted. If you want to solve the problem of welding spatter, you should apply an anti-splash agent on each side of the joint before welding, which can eliminate the adhesion of spatter. After welding, this splash preventer and various spatters can be easily cleaned away without damaging the surface or causing slight damage.
AISI 316L & AISI 316: Everything You Need To Know – Yaoyi stainless steel
Flux
The welding process using flux includes manual welding, flux-cored arc welding, and submerged arc welding. These welding processes will leave small flux particles on the surface, which cannot be removed by ordinary cleaning methods. These particles will be the source of crevice corrosion, and mechanical cleaning methods must be used to remove these residual fluxes.
Read more:difference between Stainless Steel 316 and Stainless Steel 316l
Welding Defects
Welding defects such as undercut, incomplete penetration, dense pores, and cracks not only reduce the firmness of the joint but also become a source of corrosion for crevice corrosion. To improve this result, when cleaning operations, they also entrain solid particles. These defects can be repaired by re-welding or re-welding after grinding.
Keep reading:A complete guide to SUS 304 stainless steel
Oil and Grease
Organic substances such as oil, grease, and even fingerprints can become a source of local corrosion. Because these substances can act as a barrier, they will affect the chemical and electrochemical cleaning effect, so they must be thoroughly cleaned up. ASTM A380 has a simple water break (WATER BREAK) test to detect organic pollutants. During the test, water was poured from the top of the vertical surface. During the downward flow, the water would separate around the organic matter. Flux and/or acid chemical cleaning agents can remove oil stains and grease.
Get it now:A Complete Guide to SUS Stainless Steel Banding
Residual Adhesive
When the tape and protective paper are removed, a part of the adhesive will always remain on the surface of the stainless steel. If the adhesive is not hard, it can be removed with an organic flux. However, when exposed to light or air, the adhesive hardens and forms a source of crevice corrosion. Then it needs to be cleaned mechanically with fine abrasives.
Get it now:A Complete Guide to SUS Stainless Steel Banding
Reference
http://en.wikipedia.org/wiki/Stainless_steel
https://www.thespruce.com/how-to-clean-stainless-steel-1900570
https://www.thespruce.com/stainless-steel-cookware-care-4071580